Krótko mówiąc: o efekcie szkiełkowania aluminium decyduje przede wszystkim gradacja mikrokulek oraz sposób wykonania. Drobne ziarno daje równą satynę. Grube szybciej czyści, ale mat jest wyraźniejszy.
W praktyce wiele osób chce odzyskać czysty, gładki wygląd części aluminiowych bez ryzyka zarysowań. Tu dobrze sprawdza się szkiełkowanie, także na mokro, czyli aqua blasting. W tym artykule znajdziesz jasne wskazówki, jak dobrać gradację do celu: od usunięcia farby i korozji po satynowe wykończenie delikatnych detali.
Spis treści
Czym jest szkiełkowanie aluminium i kiedy warto je stosować?
To obróbka strumieniowo-ścierna z użyciem kulistych mikrokulek szklanych. Na sucho lub w wersji na mokro.
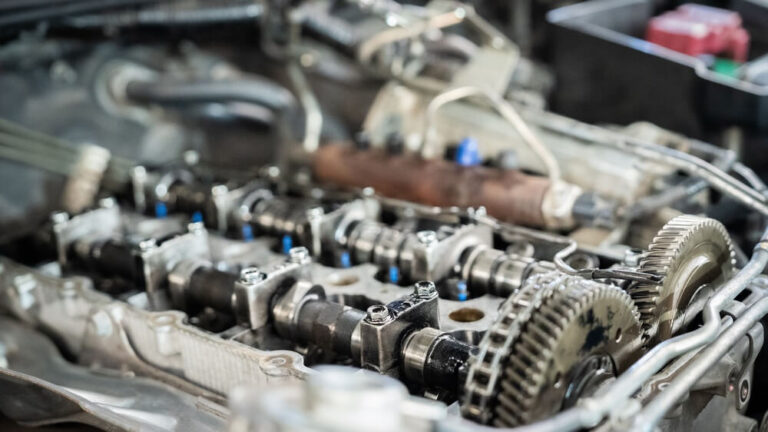
Szkiełkowanie usuwa naloty, osady po eksploatacji i korozję powierzchniową. Nie wycina materiału tak agresywnie jak ostrze ścierniwa. Aqua blasting łączy wodę pod ciśnieniem z mikrokulkami. Dzięki temu proces jest stabilny, bezpyłowy i delikatny dla aluminium. Warto go stosować, gdy liczy się czystość, estetyczna satyna oraz minimalizowanie ryzyka zmian wymiarów i krawędzi przy prawidłowo dobranych parametrach i próbach wstępnych. Dobrze sprawdza się przy częściach silnikowych, obudowach, formach i detalach z licowaniem.
Jak gradacja wpływa na chropowatość i wygląd powierzchni?
Im drobniejsze ziarno, tym gładsza i jaśniejsza satyna. Im grubsze, tym mat bardziej chropowaty i wizualnie „twardszy”.
Kształt, twardość i rozmiar ziaren tworzą charakter wykończenia. Kuliste mikrokulki szklane głównie wygładzają i zamykają pory. Przy prawidłowych parametrach zwykle minimalizują ryzyko rys, jednak ostateczne ryzyko zależy od ustawień, rodzaju materiału i próby wstępnej. Drobna gradacja równomiernie rozprasza światło, więc powierzchnia wygląda czysto i spokojnie. Grubsza szybciej usuwa nalot i resztki powłok, ale daje wyraźniejszy mat. Wersja na mokro zmniejsza agresję uderzeń, dlatego pomaga uzyskać jednolity efekt przy tej samej gradacji.
Jaką gradację stosować do usunięcia farby i korozji?
Do farb i twardszych zabrudzeń zwykle lepiej działa gradacja średnia lub grubsza. Do lekkiej korozji wystarcza drobnoziarnista.
Grubsze ziarno szybciej „otwiera” powłoki i podnosi wydajność. Przy wielowarstwowych lakierach lub twardych powłokach bywa skuteczne podejście dwuetapowe. Najpierw oczyszczanie bardziej agresywne lub z grubszą gradacją, a następnie szkiełkowanie drobne jako wykończenie. Korozja powierzchniowa znika sprawnie w aqua blastingu ze średnią gradacją. Głębokie wżery wymagają dłuższej pracy i na koniec wykończenia drobnym ziarnem dla satyny.
Jak dobrać gradację do cienkich lub delikatnych elementów?
Bezpieczniejsza jest drobna gradacja, niższe ciśnienie i szkiełkowanie na mokro.
Cienkie ścianki, żebra chłodzące, gniazda łożysk czy elementy z gwintami źle znoszą agresywną obróbkę. Drobne mikrokulki, woda nośna i krótszy czas ekspozycji zmniejszają ryzyko odkształceń i mikrorys. Znaczenie ma także większy dystans dyszy oraz łagodne „przejścia krzyżowe”. Dzięki temu detal zachowuje wymiar i geometrię, a powierzchnia zyskuje jednorodny, czysty wygląd.
Która gradacja daje satynowe wykończenie bez rys?
Najczęściej drobna gradacja mikrokulek w procesie na mokro, przy niskim lub średnim ciśnieniu.
Kuliste, drobne ziarno działa jak mikrougniatanie. Zamykają się pory, a refleks świetlny staje się równy. Woda stabilizuje uderzenia, ogranicza mikroodpryski i „przegrzewanie” punktów. W efekcie powierzchnia wygląda świeżo, bez widocznych rys i pasów. Kluczowe jest też równomierne pokrycie powierzchni oraz stała odległość dyszy.
Czy drobne ziarno może poprawić trwałość elementu?
Może pośrednio pomóc, ale nie zastępuje wzmocnienia materiału.
Drobne mikrokulki domykają mikropory i wygładzają wierzchnią warstwę. Miejsca inicjacji korozji są mniej dostępne, a nowe powłoki mają lepszą przyczepność. W pewnych warunkach występuje łagodny efekt kulowania, który sprzyja warstwie wstępnej ściskającej. Nie oznacza to jednak zwiększenia nośności czy zmian własności strukturalnych. Dla trwałości ważne są także prawidłowe mycie po procesie i właściwe zabezpieczenie.
Jak przeprowadzić test porównawczy różnych gradacji?
Najpierw cel i kryteria oceny, potem krótkie próby z tymi samymi parametrami.
- Wybrać fragment próbny lub podobne próbki z tego samego stopu aluminium.
- Ustalić stałe parametry: ciśnienie, odległość dyszy, kąt, czas, typ urządzenia i tryb mokry lub suchy.
- Przetestować dwie lub trzy gradacje na wydzielonych polach, z maskowaniem granic.
- Obejrzeć efekt w równym świetle. Porównać barwę satyny, równomierność i brak pasów.
- Sprawdzić czystość dotykiem. Ocenić chropowatość porównawczo lub przy użyciu wzorców.
- Wybrać gradację, która spełnia wymagania estetyki i dalszego procesu, na przykład malowania.
Jak zabezpieczyć i maskować detale przed szkiełkowaniem?
Najlepiej planować ochronę miejsc wrażliwych jeszcze przed próbą.
- Sprawdzają się korki silikonowe i zatyczki do gniazd, kanałów olejowych i przewodów.
- Taśmy i folie maskujące do strumieniowania chronią płaszczyzny uszczelniające, szyby inspekcyjne i tabliczki.
- Gwinty, łożyska, uszczelniacze i elementy ruchome wymagają szczelnego osłonięcia albo demontażu.
- Odtłuszczona, sucha powierzchnia ogranicza ryzyko wtrąceń i plam.
- Po procesie wskazane jest dokładne płukanie, przedmuchanie i suszenie, zwłaszcza w kanałach i kieszeniach.
Końcowy efekt zależy od celu i materiału, a wyniki różnią się w zależności od stanu i stopnia uszkodzeń; wycena i termin realizacji są orientacyjne i potwierdzane po indywidualnej ocenie próbki lub zdjęć. Średnia i grubsza gradacja przyspiesza usuwanie powłok i nalotów. Test na małym fragmencie pozwala pewnie wybrać ustawienia przed właściwą obróbką.
Wyślij zapytanie o dobór gradacji i szkiełkowanie aluminium, a otrzymasz indywidualną propozycję i termin realizacji.